Forni d‘attesa TBR con bruciatore a recupero riscaldamento a gas, per la fusione ed il mantenimento della temperatura
Risparmio energetico fino al 25 % rispetto ai forni fusori convenzionali riscaldati a combustibile con scarico gas laterale.

Funzione e attrezzatura

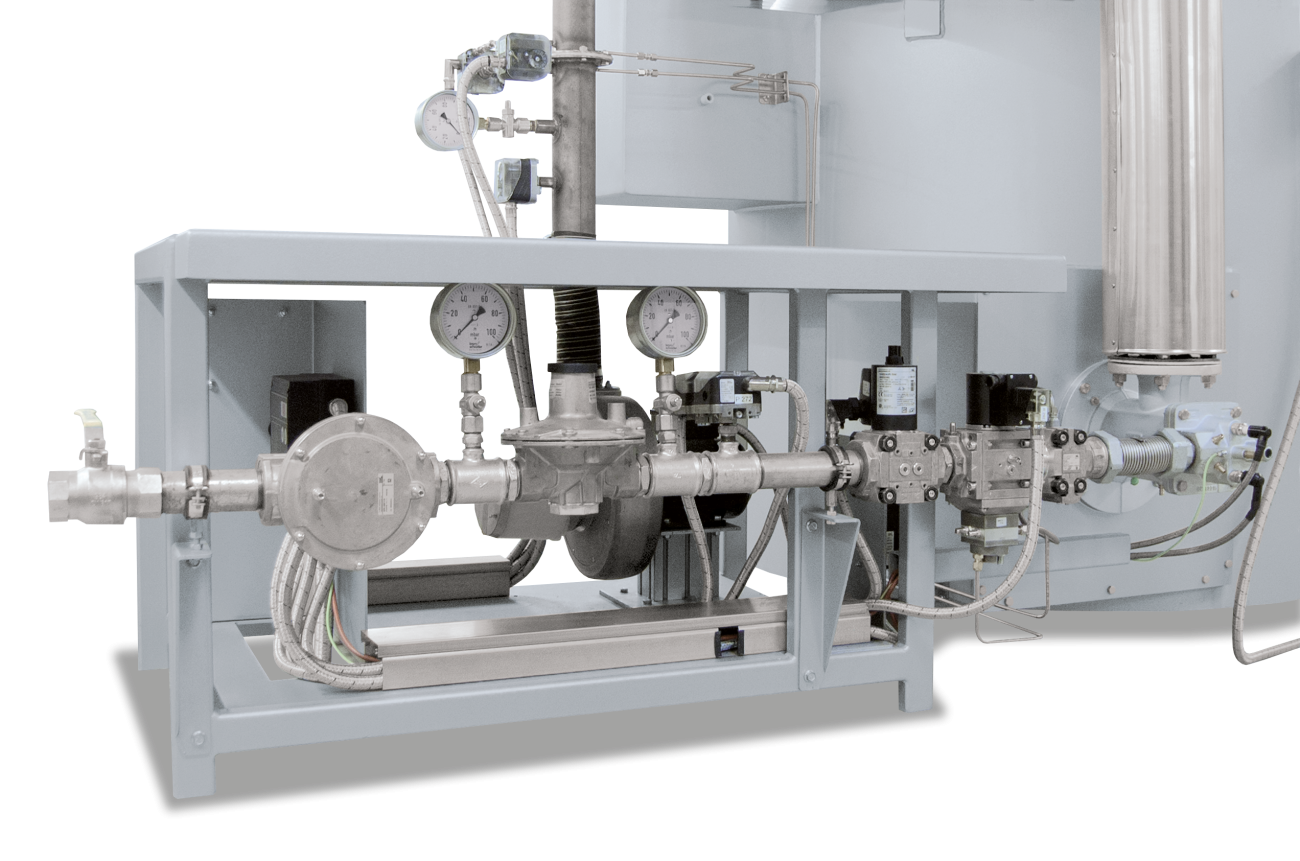
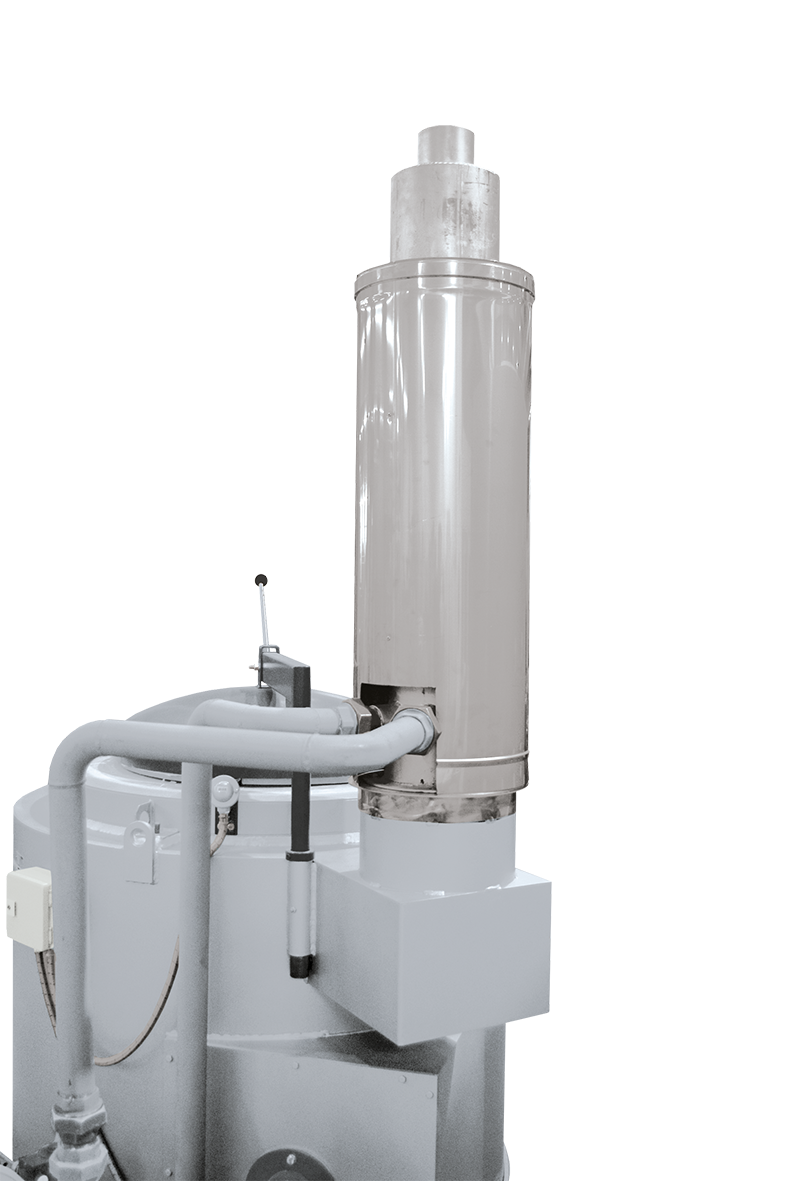

The gas-fired crucible furnaces in the TBR product line fitted with the side exhaust gas discharge provide for optimum energy utilization combined with highest quality melt. Fitted with a burner system including heat-recovery system using a recuperative burner, the energy efficiency of ordinary gas-fired melting furnaces is significantly improved.
Depending on utilization the hot exhaust gases from the crucible furnace are guided through a heat exchanger in order to preheat the combustion air for the burner. The system provides for energy savings of up to 25 % compared to ordinary gas-fired furnaces with side exhaust gas discharge. The higher purchase costs are amortized within a short time.
Standard Equipment as TB Models, but
- Heat exchanger in the exhaust gas duct to preheat the combustion air for the burners
- Energy savings of up to 25 % in comparison to other gas-fired melting furnaces featuring side-wall exhaust gas vents
- Maximum furnace chamber temperature 1100 °C, for melt bath temperatures up to 950 °C
- Required min. gas pressure with full load: 70 mbar
- Over-temperature limiter in furnace chamber for protection against overheating. The limiter switches the heating off when the set limit temperature is reached, and only switches it back on after the temperature has fallen again.
- Low-maintenance furnace chamber control with temperature measurement behind the crucible
- Defined application within the constraints of the operating instructions
Altri prodotti






Catalogo
Una panoramica completa della nostra vasta gamma di forni fusori e di attesa per la vostra fonderia è disponibile nel nostro catalogo "Fonderia".