
News
Heat Treatment Solutions for Solid Oxide Electrolyzer/Fuel Cells – From Laboratory Furnaces to fully Automated Plants for Production

The Solid Oxide Electrolyzer/Fuel Cell (SOEC/SOFC) has regained interest because with its high efficiency and long-term stability it is considered a possible key component for sustainable generation of electrical energy as well as of hydrogen (and/or carbon monoxide) in the future. While in the last decades activities on this technology were mainly driven by research and development it is now heading into industrialization of production with a widespread of applications and markets. It can be used for the stationary production of electricity and heat for residential or commercial buildings or to power vehicles.
The production of single cells includes numerous heat treatment processes. With over 70 years of experience in industrial furnace manufacturing, Nabertherm has been supplying standard as well as tailored solutions for many different applications. This overview shows different solutions for the heat treatment of SOECs/SOFCs ranging from compact and flexible furnace concepts for research and development application where different heat treatment processes can be done in one single furnace up to a fully automatized heat treatment plant for production purposes.
Introduction
A solid oxide electrolyzer/fuel cell is made of different ceramic layers. The electrolyte / membrane separates the anode and cathode layer, followed by a gas diffusion layer and an interconnection layer. In recent years, a planar fuel cell design has become the most common architecture because single cells can be easily stacked together to build powerful high-density devices. A great variety of materials and, consequently, approaches have been developed. Starting point of the production of a single cell is a mechanically stable layer, often the anode, the electrolyte, or a metallic interconnection layer. Onto this substrate, layer by layer is added through thin film wet deposition techniques, i.e. by printing, screen printing or tape casting. This method always requires subsequent precisely controlled heat treatment afterwards. First, the ceramic layer is dried and fast vaporating solvents are removed, and binder as well as other additive materials are thermally removed while heating up to 500 °C. Afterwards, the cells are sintered at temperatures between 800 °C - 1450 °C. The drying process is a crucial step in terms of safety as organic binders and other additives are flammable materials which are released during the process. Also, during the sintering process different requirements like e.g. temperature uniformity are decisive why the furnace solutions needs specific systems to allow for a safe operation during debinding and to satisfy the required conditions during sintering. This contribution introduces furnace systems which are offered by Nabertherm and suited for R&D applications up to serial production.
Safety Systems for Heat Treatment Steps with Release of Organics/Debinding
The release of organics during the heat treatment of SOECs/SOFCs (debinding) is a critical process due to the evaporating hydrocarbons from the cells, which can cause a formation of a combustible atmosphere inside the furnace. Depending on the process and the binder quantity, Nabertherm offers tailored passive and active safety packages to ensure a safe operation of the furnace.

Passive safety systems for R&D and industrial applications
Equipped with a passive safety system, Nabertherm furnaces can be used for debinding in air and subsequent sintering. Independent if for R&D or for industrial applications, the safety systems for debinding are based on the dilution principle. This means that during the debinding phase a defined amount of fresh air is supplied into the furnace chamber which is set at factory site according to the maximum vaporization specified for the specific furnace system. Therefore, the fresh air supply and the air flow is monitored by the furnace controls. While the fresh air for the R&D-furnaces is supplied with ambient temperature into the furnace, sophisticated passive safety systems are considered for furnace systems used in industrial production where the fresh air is preheated following and is horizontally distributed in the case of chamber furnaces by perforated inlet tubes (see figure 1, chamber furnace N 300/14 DB200-3 with 300 liter chamber volume and maximum temperature of 1400 °C). By this, furnace solutions with passive safety systems are suitable for processes designed for constant binder amounts up to variable ceramics production with frequently changing debinding processes.
Different functions and states of the passive safety systems for debinding will be monitored by the furnace controls to ensure a safe operation during debinding if the charge and/or process cycle is selected according to the limits of the debinding system (e.g. maximum vaporization rate). In addition, the sophisticated safety system for debinding DB200 has an integrated underpressure control system so that during the debinding phase the speed of the exhaust gas fan will be adjusted by a feedback loop to ensure a slight negative pressure of 5 Pa inside the furnace chamber. By this, the exhaust gases will be forced to leave the furnace chamber through exhaust gas outlet and can be led directly to an optional available post combustion system (catalytic or thermal) delivered together with the furnace or to the building suction system provided by the customer.
Active safety system for reactive debinding processes or processes with high binder amounts
With increasing throughput, higher and/or various amounts of binder as well as for frequently changing binder systems, which evaporate during the process cycle from the charge, have to be handled by the furnace system. For such cases, an active safety system for debinding processes can be integrated into the furnace which is based on a flame temperature analyzer (FTA) and monitors the explosive level of the furnace atmosphere during debinding. When the measured value is near the limit of 20 % LEL (lower explosive level) the process is slowed down (reduced heating speed or temperature hold) to reduce flammable material inside the furnace chamber. In case the limit of 20 % is exceeded for a certain period of time the process stops and the system is brought into a safe state (switching off furnace heating, fresh air supply at full speed, program stop). The FTA allows then also to improve the energy efficiency of the furnace system for process steps with small or no vaporization of organics/binder so that in case the reading of the FTA shows for a value < 10 % LEL for a defined period of time, the fresh air flow rate will be reduced to half speed (reduced power).
Compact Furnaces for R&D Applications
Especially in the development of new materials, the improvement of manufacturing processes, and testing of general changes of the heat treatment cycles, small and compact furnaces are needed as only a small number of cells is loaded into the furnace. Nabertherm can provide for different furnace concepts adapted to the process requirements:
- Forced convection chamber furnaces with air-circulation and working temperatures up to 850 °C,
- Chamber furnaces with radiation heating for processes up to 1350 °C, and
- High-temperature furnaces for process requiring working temperatures up to 1750 °C.
With chamber volumes between 30 and more than 650 liters, furnace systems for small up to medium-sized batches are available for the variety of heat treatment processes in fuel cell production. Thanks to a specific arrangement of the heating elements and an optimal ratio between furnace chamber and workspace volume, temperature uniformities of +/- 10 °C and better (depending on type of furnace and working temperature) can be achieved which lead to reproducible conditions which can be compared with production furnaces.
Furnace Systems and Automated Solutions for Industrial Production

The today’s development in the area of SOECs/SOFCs shows that the technology from the R&D-activities are transferred more and more into the industry/industrial production for which furnace solutions are required which are suitable for the heat treatment of high numbers of cells per cycle (1.000 cells and more). Therefore, chamber furnaces up to 1.500 liter or hood-type furnaces between 1.000 and 3.000 liter are available from the Nabertherm’s standard product portfolio which can be equipped with passive safety systems for debinding as described above. However, the step from the R&D-activities to serial production is in most cases also combined with specific kiln furniture (see figure 2 as an example for a customized kiln furniture). The kiln furniture is to be provided by the customer, but the workspace of the furnace solution can be customized and suited considering the kiln furniture design.
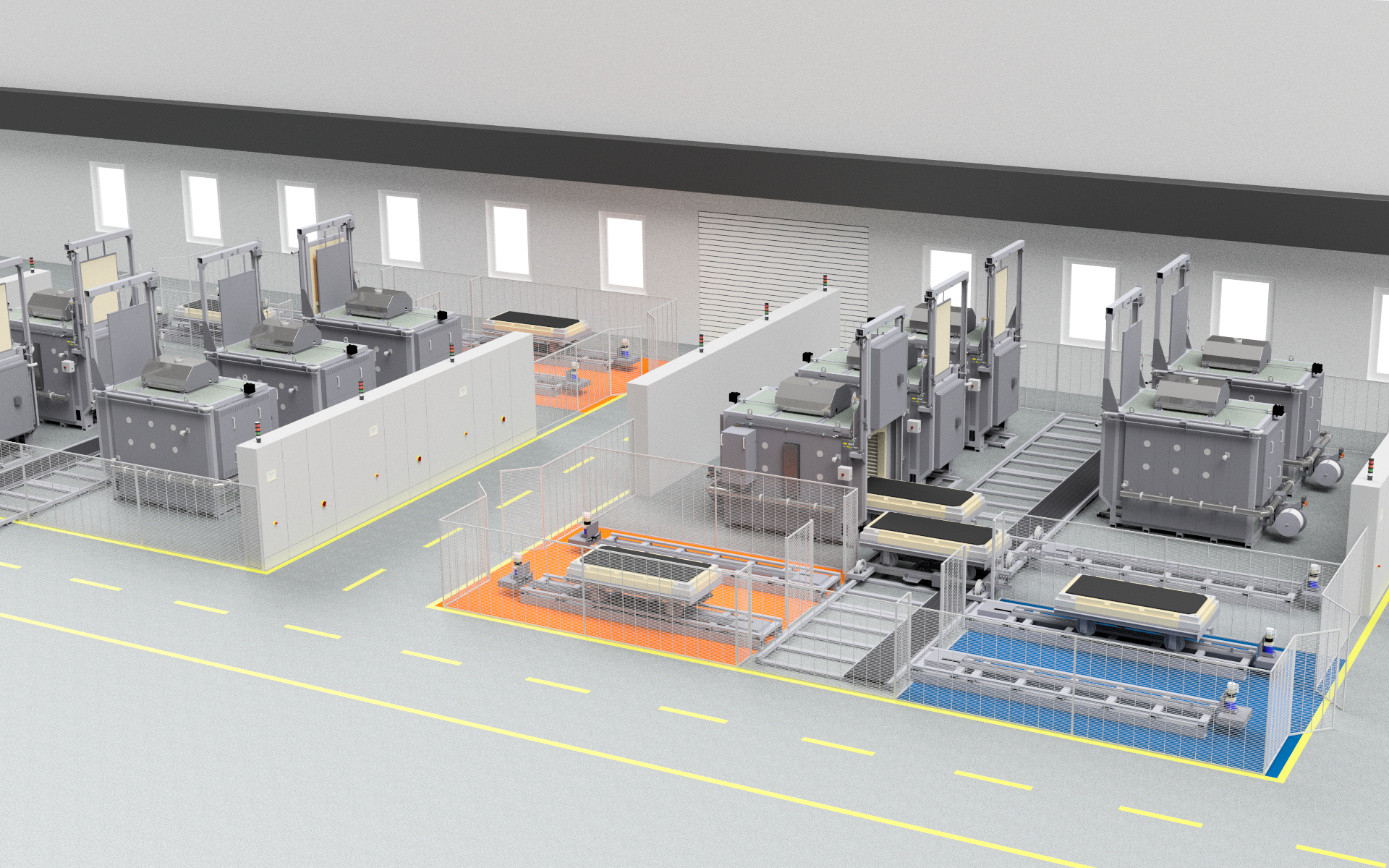
Depending on the aimed production capacities on the customer side as well as on the product flow from preceding processes to and from the furnaces to posterior processes, furnace systems consisting of several bogie hearth furnaces with automated transfer systems for the bogie movements are representing a good solution for high throughputs and for a product flow based on constant cycle times. Such heat treatment plants as depicted in figure 3 and figure 4 are allowing for a high flexibility in terms of number of furnaces, as upscaling can be achieved by multiplying the number of furnaces. Also compared with continuous furnaces, changes in process cycles or in the charge load can be implemented more easily with batch furnaces. On the other hand, systems with batch furnaces are easily adaptable to local conditions regarding e.g. available footprint or needed material flow (positioning of the furnaces in one line or furnaces on both sides of the transfer system).
In addition, loading and unloading of the bogies are performed in specific areas (see orange and blue marked area in figure 3) which allow for the transfer of bogies inside the safety area without limiting the loading/unloading time. If the general layout of the heat treatment plant allows for one or more loading/unloading areas for the bogies can be considered which can be positioned at different locations depending on the handover points for the charge of the processes outside the heat treatment plant. In this context, systems/machines for feeding the cells between the heat treatment plants and the further manufacturing processes can be easily integrated in the loading/unloading areas. Instead of bogie hearth furnaces with working temperatures up to 1350 °C, hood-type furnaces designed for maximum working temperatures of up to 1600 °C can be also considered for furnace systems with automated transfer systems.

Summary and Outlook
Heat treatment is an important part of the manufacturing process of SOECs/SOFCs. The selection of the furnace depends on the temperature, the process used for manufacturing of cell and its different layers, the material of the component and the type of heat treatment (debinding and sintering or only sintering).
Nabertherm, as one of the world's leading manufacturer of industrial furnaces, offers many different standard and customized solutions for the heat treatment of SOFCs and SOECs which are suitable for R&D activities as well as for scaling up to production. Therefore, the project engineers at Nabertherm develop in a detailed selection process together with the customer the optimal furnace concepts. The result is a furnace system that optimally matches the customer’s requirements as well as considering throughput requirements and product flow. All in all, Nabertherm furnaces provide for productivity gains at a high-quality level as a competitive edge not only for SOFCs/SOECs as described above, but also for further ceramic applications.