功能与设备





落底式炉用于固溶退火以及随后对铝合金进行快速淬火。对于薄壁铝制部件,根据设备设计和规格大小,从炉门开始打开,一直到完全浸入淬火池,可实现仅5秒的淬火延迟时间。通常,只有这种加热炉设计才能满足这些要求。其中,落底式炉支撑在底架上,这样淬火池可直接位于窑炉下方。在进行淬火时,炉门水平方向移到侧面,同时放有部件的装料篮通过窑炉的集成式升降装置下降到淬火池。运动装置可进行自动或半自动控制。
由于具有较大的工作温度范围,使用落底式炉时,仅需一台窑炉即可实现完整的T6热处理。其中包含固溶退火、淬火和热老化处理。根据需要,热老化处理还可在设备外部使用单独的窑炉进行。
落底式炉设备标准规格
- 安装在支架上
- 温度范围80℃至600℃
- 采用电热方式
- 根据位置空间情况和炉料几何形状,空气流动采用水平或垂直方向
- 带有可调节切断温度的超温限制器,作为温度限制器以保护烘箱和装料
- 专门使用未分类的隔热材料,依据EC法规No 1272/2008(CLP)。这明确表示不使用被归类为可能致癌的铝硅酸盐棉,也称为“耐火陶瓷纤维”(RCF)。
- 明确的应用请遵守操作手册
- 西门子PLC控制设备带触摸式面板操作界面
标准规格A
此规格设计价格最实惠且节省空间,具有以下特点:
装料
- 用叉车装料到位于设备淬火池上方的炉料托盘上
- 最短淬火延迟时间7秒
淬火池
- 固定式,位于窑炉下方
- 池体装有循环装置、清水冷却装置、液位调节装置和温度监控装置
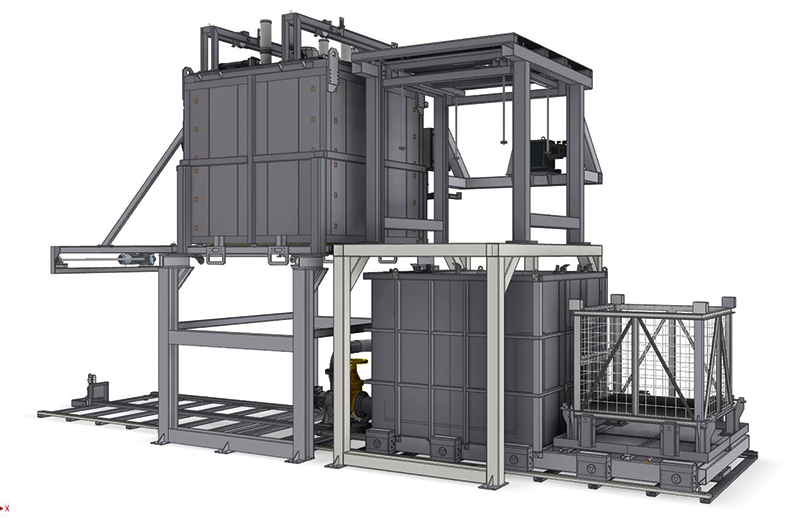
标准规格B
设计规格可参考规格A,但采用带装料位和水池的可推移式平台车,安装高度更低。
装料
- 装料直接在位于带导轨的台车上的放置位上进行
- 随后台车移动至窑炉下方,同时窑炉装料系统将炉料托盘抓取
- 淬火延迟时间最短5秒
淬火池
- 淬火调整 料篮 位一起安装在台车上
- 装料完成后,台车移动到窑炉下方。炉料将自动落入池体进行淬火。
- 由于安装高度较低,采用此设备设计,可实现最快5秒的快速淬火时间
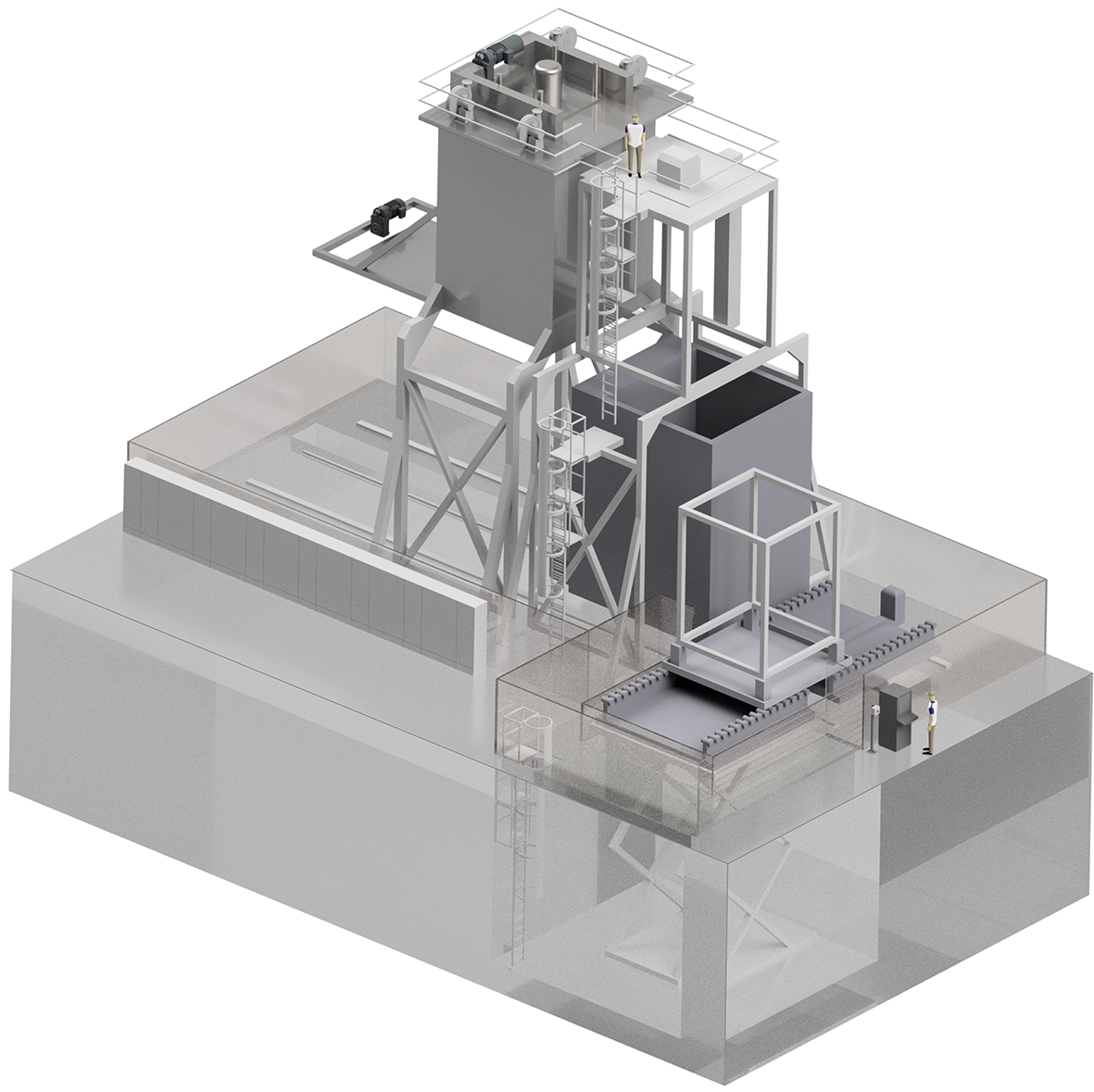
标准规格C
设计规格可参考规格A,但采用安装在地下的水池,安装高度更低。
装料
- 装料直接在位于带导轨台推车上的放置位上进行
- 随后台车移动至窑炉下方,同时窑炉装料系统将炉料托盘抓取
- 在炉料位于炉内后,将台车重新移动到窑炉旁边的位置
- 最短淬火延迟时间7秒
淬火池
- 淬火池安装在地下內