Warmbadöfen für Neutralsalze
Mit Arbeitstemperaturen zwischen 180 °C und 550 °C eignen sich diese Warmbäder für Warmbadabkühlungen mit geringstmöglichem Verzug des Werkstückes, für das Wiederanlassen, das Bainitisieren für optimale Zähigkeit (auch Zwischenstufenhärten genannt), das Zwischenglühen nach dem Funkenerodieren und zum Bläuen.
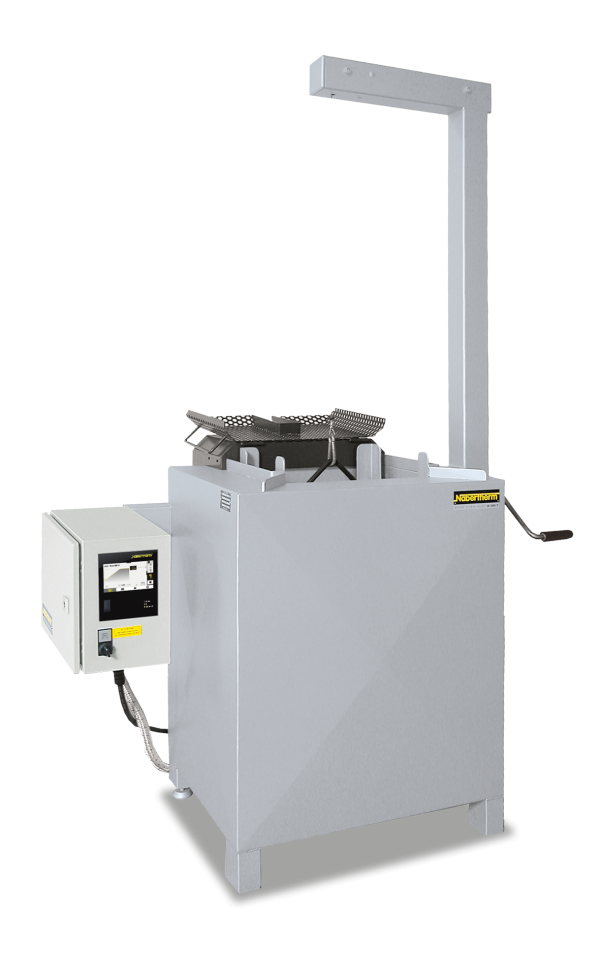
Funktion & Ausstattung




Die Warmbäder QS 20 - QS 400 werden mit Neutralsalz gefüllt und zeichnen sich durch die schnelle und intensive Wärmeübertragung auf das Werkstück bei sehr guter Temperaturgleichmäßigkeit aus. Da die Charge unter Ausschluss von Sauerstoff wärmebehandelt wird, werden Zunder und Verfärbungen an der Oberfläche der Teile auf ein Minimum reduziert. Mit Arbeitstemperaturen zwischen 180 °C und 550 °C eignen sich diese Warmbäder für Warmbadabkühlungen mit geringstmöglichem Verzug des Werkstückes, für das Wiederanlassen, das Bainitisieren für optimale Zähigkeit (auch Zwischenstufenhärten genannt), das Zwischenglühen nach dem Funkenerodieren und zum Bläuen. Die Warmbadabkühlung wird eingesetzt, um in dem Werkstück vor der Martensitbildung einen gleichmäßigen Temperaturausgleich über den gesamten Querschnitt im Werkstück zu erzielen und bei der anschließenden Härtung anspruchsvoller Bauteile Verzug und Rissbildung zu vermeiden. Das Anlassen im Warmbad ist dem Anlassprozess in einem Umluftofen gleichzusetzen und wird genutzt, um ein bereits gehärtetes Werkstück auf die gewünschte Härte zu reduzieren, die Zähigkeit zu steigern und Spannungen im Werkstück abzubauen. Mit Bainitisieren wird bei ölhärtenden, niedriglegierten Stählen eine hohe Zähigkeit und Maßhaltigkeit erzielt. Bainitisierte Werkstücke weisen bei hoher Zugfestigkeit eine gute Elastizität auf.
- Tmax 550 °C
- Sehr gute Temperaturgleichmäßigkeit
- Regelung der Warmbadtemperatur
- Temperaturwählbegrenzer mit einstellbarer Abschalttemperatur als Übertemperaturschutz für den Ofen und die Charge
- Beheizung über Tauchheizkörper
- Rechteckiger, in Gehäuse integrierter Tiegel
- Chargierkorb
- Tiegel aus 1.4828
- Bestimmungsgemäße Verwendung im Rahmen der Betriebsanleitung
- NTLog Basic für Nabertherm-Controller: Aufzeichnen von Prozessdaten mit USB-Stick

Weitere Produkte


Katalog
Eine komplette Übersicht über unser umfangreiches Sortiment an Öfen und Zubehör für verschiedenen Prozesse, die unter brennbaren oder nichtbrennbaren Reaktionsgasen, im Salzbad, oder im Vakuum erfolgen, finden Sie in unserem Katalog „Thermprozesstechnik 2“.